With a firm focus on the exclusive use of renewable energy and reducing its environmental impact, the company has set itself the ambitious goal of further improving its supply chain, ensuring greater product protection combined with a reduction in plastic usage and an increase in overall performance.
The first challenge was to replace traditional wrapping systems, which not only slowed down production, but also created bottlenecks in the logistics chain. In addition, as production rates increased, the line was no longer able to support the new market requirements. Thanks to a previous collaboration that had seen the introduction of entry-level stand-alone wrapping robots, Alce Nero decided to turn to Robopac once again. However, this time it was to take an important step towards end-of-line automation to optimise the flow of the new logistics platform.
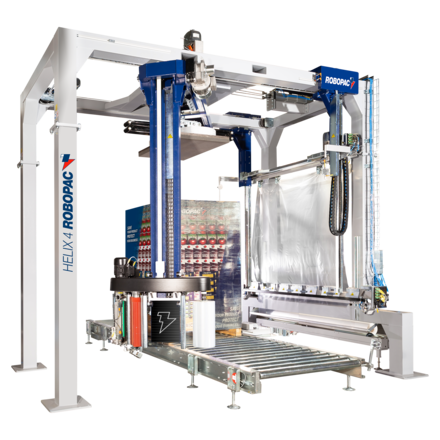
This major upgrade features four advanced Robopac wrapping solutions, used to wrap Alce Nero products after picking operations and before loading them onto trucks: the Helix 4 EVO and Helix 3 EVO automatic rotary arm wrapping machine from Robopac Systems; two Robot S6 also used for the company's own e-commerce packaging operations; and the Rotoplat semi-automatic rotary table machine from Robopac Machinery.
“The impact of this transformation has been remarkable,” said Supply Chain Director Raffaele Santi. “By implementing a completely updated end-of-line process, Alce Nero has seen a significant increase in production and efficiency at its 22,000 square metre production site.”Helix 4 EVO proved particularly effective in handling the main load; Helix 3 EVO, on the other hand, provided reliable backup, ensuring unprecedented business continuity.
Thanks to the seamless integration of the machines and the advice provided by Robopac, Alce Nero has achieved efficient production in a short time, which can be monitored and programmed in a few simple steps.
The collaboration between Alce Nero and Robopac was not simply a technological implementation, but a winning example that inspires and guides the industry towards a more sustainable future.
United by a common vision and prior knowledge, the two companies will continue to work together to achieve new levels of excellence in the food industry and logistics management.